World Leader in High Technologies for the Gas Field.
Find your solution


Meet our teams!
4 results
News
-
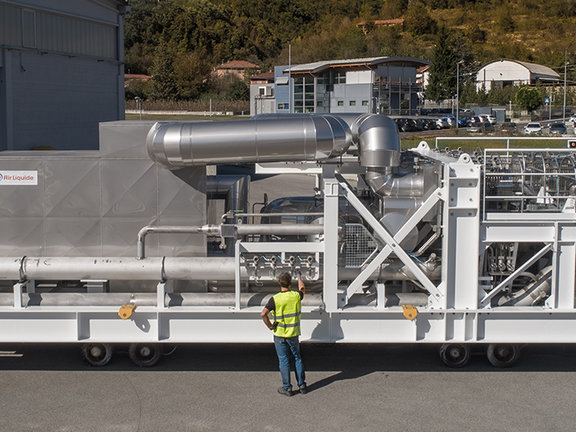
 Read moreAir Liquide’s Turbo-Brayton technology confirms its success with more than 130 units soldDecember 21, 2022
Read moreAir Liquide’s Turbo-Brayton technology confirms its success with more than 130 units soldDecember 21, 2022 -
 Read moreAir Liquide celebrates 60 years of its Campus Technologies Grenoble dedicated to deep tech and energy transitionOctober 12, 2022
Read moreAir Liquide celebrates 60 years of its Campus Technologies Grenoble dedicated to deep tech and energy transitionOctober 12, 2022 -
 Read moreAir Liquide to design the new generation of tanks for the future Vega-E space launcherOctober 05, 2022
Read moreAir Liquide to design the new generation of tanks for the future Vega-E space launcherOctober 05, 2022 -
 Read moreAir Liquide will supply its Turbo-Brayton solution for Northern Europe’s largest biogas liquefaction plantApril 19, 2022
Read moreAir Liquide will supply its Turbo-Brayton solution for Northern Europe’s largest biogas liquefaction plantApril 19, 2022 -
 Read moreAir Liquide enters a long-term partnership to secure its supply of helium-3December 07, 2021
Read moreAir Liquide enters a long-term partnership to secure its supply of helium-3December 07, 2021 -
 Read moreAir Liquide, Airbus and ispace Europe launch EURO2MOON, a non-profit European platform to explore future uses of natural lunar resourcesOctober 26, 2021
Read moreAir Liquide, Airbus and ispace Europe launch EURO2MOON, a non-profit European platform to explore future uses of natural lunar resourcesOctober 26, 2021 -
 Read moreAir Liquide supplies a Turbo-Brayton cryogenic unit for a coastal liquefied natural gas depot in SardiniaAugust 04, 2021
Read moreAir Liquide supplies a Turbo-Brayton cryogenic unit for a coastal liquefied natural gas depot in SardiniaAugust 04, 2021 -
 Read moreAir Liquide signs quadripartite agreement on space exploration and resourcesJuly 13, 2021
Read moreAir Liquide signs quadripartite agreement on space exploration and resourcesJuly 13, 2021








About us
World leader in high technologies in the field of gas, Air Liquide advanced Technologies puts its expertise to work for numerous sectors: space, science, industry and marine.
Contact us
If you have a question about any of our equipment, services or resources, please feel free to call or send us a message.